客服热线:
客服热线:







| 品牌275切管机蜗轮1OolP | 有效期至长期有效 | 最后更新2018-11-26 15:59 |
| 产地石家庄 | 产品名称275切管机蜗轮 | 规格595X551X530 |
| 浏览次数693 |
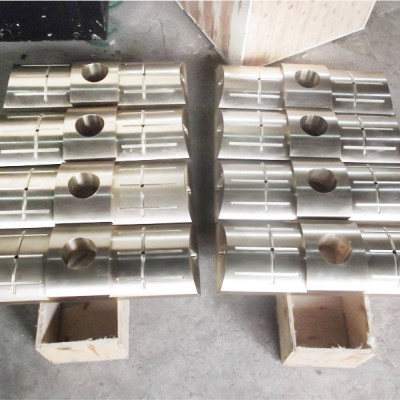
十堰铜套加工油槽样式
益阳华福铜轴瓦加工厂以高品质产品开发为己任,以新技术产业为目标,愿与同仁共同开发铜制品应用新领域。我厂采用浇注系统各组元的截面比为这种先封锁后开放带有集渣包和过滤网的浇注系统,完全能避免合金二次氧化。零件在锻造或使用过程中会泛起缺陷或磨损,锡青铜的缺陷、磨损修复题目比较普遍。固然铝青铜在铜合金中溶解氢的溶解度是比较低的,但是氢在铝液中的溶解度却随液温的升高而增大。为限制窑体下滑、上窜和保持窑筒体轴向位置的不乱,在回转窑上装设一对或几个挡轮装置。由表3可见,阴极铜含锡量随温度升高、铜离子浓度,以及硫酸浓度的增大而降低。当合金液冲熔超过废品发生后,厂党支部以“鞍钢宪法”为接口区40~50毫米时,立刻堵住溢流,使合金指针,组织了以工人为主体的三结合攻关小液冲满铸接区,并以草灰复盖缓冷。 ,般观察接口区的熔池要远远超过焊接时的熔池带。 2锡转入阴极的盆与电解前提的关系电解过程中,阳极材料中的锡,转入阴极的量与电解前提的关系如表3所示。 ,另外,对铸件非加工面的精度和光洁度应要求适当。作用是减少零件磨损,固定防侵蚀,相互碰撞,底部垫厚一点的纸壳或干净的橡胶垫。所以在计算内浇口面积时,必需选择公道的工艺参数。 ,铝青铜铜套可热处理强化,其强度比锡青铜铜套高,抗高温氧化性也较好。 2、采用倾斜浇注方式。铜套厂家采购废旧铜件是最主要的,如何实现废旧铜套再利用?浙江铜套厂家作为出产铜套的厂家,采用市道市情上废旧铜套进行熔炼锻造,出产出的铜套图片上看起来是一模一样,实则用含铜量不到50%的劣质材料,并用仪表车床加工而成,这样产品的精确度就不能保证,而且耐磨机能太差。产品具有量好的抗冲击性,以电解铜为原料配以多种微量金属元素,经高温熔炼,通过离心浇铸、真空吸铸加工而成。 DCXTTCJ大城县华福铜轴瓦加工厂是铜合金铜轴套/铜衬套、铜自润滑导轨/铜滑板/铜滑块、铜耐磨板、涡轮等金属制品、锌基合金制品等产品专业生产加工的公司,拥有完整、科学的质量管理体系。
朝阳浙江非标铜套加工厂家http://www.tongtaochangjia.com
大城县华福铜轴瓦加工厂的诚信、实力和产品质量获得业界的认可。并指出铝、铁、镍、锰4中金属元素和铜配比锻造能增加铜合金硬度。 (3)为保证电解过程的顺利进行,电解液必需进行中间处理。 ,两方案对比,用工艺2比工艺l每个螺母少耗铜49kg。 ,浇注完毕后马七笼盖定厚度的草灰,保证冒口最后凝固,点23次冒口。另一种是作为滑动轴承用的。
欢迎各界朋友莅临参观、指导和业务洽谈。竭诚欢迎各界朋友的光临与指导。精艺铸造,真诚期待与您合作!
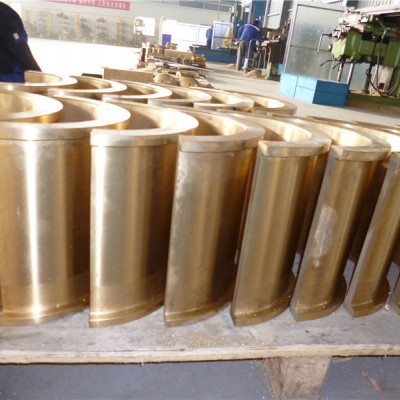
在后序加工过程中发现第三件法兰处有气孔数十个,同侧面有少量氧化夹杂物缺陷外其余均良好。常铸zht.I用的锻造青铜有锡青铜、铅青铜、锰青铜和铝青铜等。换动锥下铜套及偏心套衬套时,必需先检查动锥锥体内径及偏心套内径是否符合尺度要求,然后再安装新衬套。表了连续电解时金属锡的分布进入阴极进入电解液进入阳极泥试验号零只气g夕占溶Sn总量%事只、g少占溶Sn总量%事只气g少占溶Sn10%而进入电解液的锡,在溶液中间处理中使之沉淀,可与阳极泥中的锡并加以回收。 Fe结晶核心,细化晶粒。以避免合金液在浇注过程中形成二次氧化渣。第火加热温度77o.C,保温22分钟,锻打两锤至25毫米,坯.料未泛起裂纹;第二火,坯料趁热回炉,在77O.C保温15分钟。支撑套与架体连接处靠液压缸压紧,当破碎机内落入金属块等不可破碎物体时,单缸的动锥由底部液压活塞托起,起到排放口调整和过铁保护、反复起落排除堵矿的作用。专人指挥浇注,浇注过程中非直接操纵者均不得靠近。 ’C以下该合金具有定的塑性和韧性,600OC时塑性较好,但强度比较大;超过700’C塑性和韧性都跟着温度增加而急剧下降.考虑到变到温后在夹具重量作用下自行断开我们还在1000公斤空气锤上对该合金进行过两次试锻。在冒口方面须保蹬充分的桶储作用。二者不可能兼顾,于是只采用外园放置整圈铁模激冷。在起重机械的支撑部位特别适应。这样也会加速铜套的侵蚀。 ,我公司的破碎机铜套、碗型瓦、传动轴铜套、直套等就是采用离心浇铸的,最大离心铜铸件1000kg,锻造空心铸件不需浇冒口,金属利用率可大大进步。 ,图.3所示的蜗轮,铸件重104kg。而人们所说的滑板,是属于极限运动,很多的极限运动项目均由滑板项目延伸来的。铸型旋转轴线与水平线和垂直线都有较大夹角的离心锻造称为倾斜轴离心锻造,但应用很少。从上述化学成分分析中可知,AI含量偏上限,Mn含量略偏低,因而增加了吸气和形成AI。防治方法:1、准确设计浇道和排气系统;2、大面积薄壁铸件,涂料不要太薄,适当加厚涂料层有利于成型;3、适当进步模具工作温度;4、采用倾斜浇注方法;5、采用机械震惊金属模浇注。且等轴晶愈细,晶间间隙愈小。油垫润滑的供油量通常只有油润滑的1/20。铝青铜具有良好的切削磨削机能,可焊接,易热加工成型。据了解河北厂家最大加工晋升机天轮铜瓦产品外径为4300mm,最大加工重量为6000kg。具有很高的强度和耐磨性,广泛用于高压电器、船舶行业,经淬火和回火处理可进一步提度,耐磨性和抗氧性,欢迎来图纸定制出产。这时分两批加入经预热的电解铜,每次加50%。夹杂物,并吸收气体(氢〕.体钦件形成气孔。图3横浇口、内浇口二、工艺参数1。 ,大家致以为,下冷铁芯后泛起夹渣和气孔的原因有三种,1.冷铁的激冷作用过强,熔渣不易上浮;2.预热的铁型和铁芯浇注时已冷却到接近室温;3.水性石墨涂料附着力差,烘干后轻易脱落。减少了[H)在合金中的溶解度,采用中问合金时,熔化时在中间合金附近形成富铝相。因为我厂还出产ZCuAl10Fe4Ni4,ZCuAl10Fe4Mn2等其他铝青铜牌号,而且所有铝青铜牌号的出产使用同套浇包、炉衬,所以可能导致部门残留的Ni,Mn进入到ZCuAl10Fe3中。这正好与文献〔2〕先容的“同种金属液在金属型中的凝固系数是砂型的2~3倍,即在金属型中的凝固时间将大大缩短”相致。
通化铜套厂家员工安全第一位8、薄壁结构、质量轻,可减小机械体积。我们的铜套,铜瓦、铜蜗轮、铜丝母、铜螺母、铜滑板、各种大型异型铜件已遍布全国各地,欢迎来图纸定制出产。从分析结果可见,离心浇铸大型高铅青铜套,内外成分偏差甚大,不能达到尺度要求。铜瓦材质不乱,质地绵密,表面可以进行各种油漆处理,颜色可丰硕多样,知足各种建筑屋面的不同视觉效果诉求。 2.熔炼过程中为保征高熔点元素锰与跌的完全熔化与溶解,须造成熔体过热,般在加入最后部门炉料(冷却料)前,熔体的温度可达130。进而导致机械胀紧配协力度达不到要求的缩紧力,轴套与主轴之间泛起配合间隙,引起了轴套的磨损。 2.浇铸过程中熔体与空气的接触面积大,增加了熔体的温降及氧化膜的形成。 ’8‘’刊7卜IOt’注:*金属水平系指拮晶器纲套上徐至金属液面简间隔。磷含量占纂跌的0.4%,因加入孺跌而带入合金中的磷含量为:0.4%x2.6%~0.01根据查料〔6〕可知,这个数字在允静范圃内。 1焊接方法的选择轴瓦在使用过程中磨损,尺寸达不到使用要求,需在轴瓦表面堆焊层金属达到尺寸要求。 工厂地处历史悠久、工业发达、交通便利的廊坊市,于2002年注册成立,以离心铸造铜合金轴瓦技术为核心技术,是一家从事铜轴瓦,铜衬套,铜滑板,锌基合金轴瓦,锌基合金滑板铸造机加工于一体的专业生产型工厂,专业生产各类大型铜铸件产品。



&tel=13463634789&work=&email=&org=河间市铜套制品有限公司&adr=&url=)