客服热线:
客服热线:







| 品牌铜套加工 | 有效期至长期有效 | 最后更新2018-08-21 08:08 |
| 铸造方式离心铸造 | 缺陷无 | 材质锡青铜 |
| 浏览次数294 |
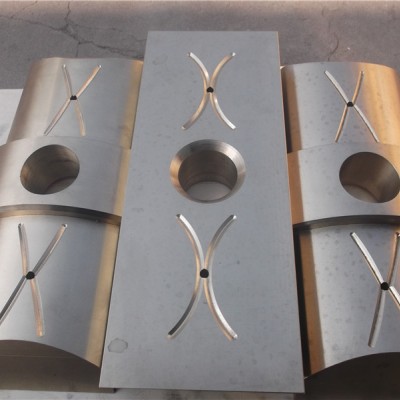
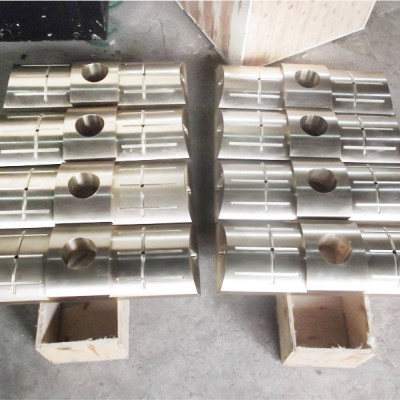
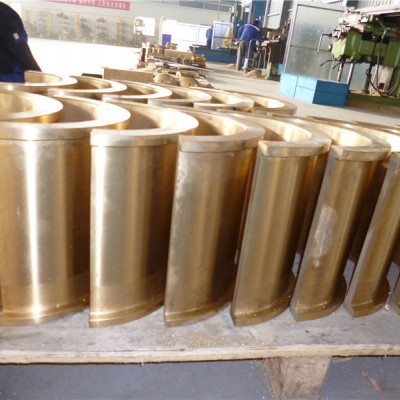
太原铜套厂家
次歇粗试验采用价J70x53毫米的圆柱形毛坯,分别在680.C加热小时,出炉后墩粗至25毫米(变形约52mm)。试验结果如图3所示,800’C和74。。c的铜套毛坯(图3上,中)均产生了裂纹。680℃的毛坯(图3下)没有裂纹。另次是锻造环形件(先徽粗再用冲子冲孔).第组毛坯的加热温度为740oc,锻后坯料外圆周边和内孔周围都有严重裂纹(图4左)。第二组加热温度降至680’C,操作中注意控制升温,不采用重锤打击。锻件没有出现裂纹(图4右)。图4、不同温度下QS。6.5。.4环形件的锻造卜勺、三、QSn7-0.2合金的塑性试验合金也是锡磷青铜中较难锻造的种。我们对它作了高温拉伸,高温压缩和高温冲击试验。1.高温拉仲试验试验在YM5型高温拉仲机上进行,拉伸速度2毫米/分钟。
试件尺寸为价5x25毫米。它是用国产的价28挤压棒材加热到680“C拨长成沪14的棒料,http://www.tongtaochangjia.com然后在600.C退火半小时再机加工而成。选取的试验温度为20.C、2000C、300,C,400OC,4500C,soo.C,5500C,600OC,6500C,7勺oOC,750’C及800‘C。加热试件的管式电阻炉长毫米。炉温是由3nn09MI型温度自动控制仪控制的,误差不超过士4’C.试件在炉内随炉升温,到温后保持5分钟即进行试验。2.高沮压缩试验‘高温压缩试验的目的,是找出合金在不同试验温度下的最大压缩率压缩试验在5勺吨液压试验机上进行,压缩速度为15毫米/分钟。圆柱形试样尺寸为图5、压缩试验保温装置:仅30毫米。
试验温度的选取与拉伸试验相同。为了防止试件热量在压缩过程中散失,采用了图5所示的保温装置幻。试件和保温装置的加热均在箱式高温电阻炉内进行.每个试验温度下的最大压缩率是采用逐次逼近挤去确定的。即逐次给试件二定的压缩变形量,用20倍放大镜观侧试验结果,直到发现试件上出现裂纹为止。此时的压缩率即为该温度下的最大压缩率。3.高温冲击试验冲击弯曲试验采用标准的梅氏试样,共缺口处截面积为8x10毫米。试验在15公斤米三用冲击试验机上进行。为了补尝试件出炉后的温度降落,将试件加热温度比试验温度提高1016℃。冲击破坏功由试验机上的刻度盘读出,误差不超过。.1公斤米.QSn7-0.2铜套合金的塑性试验结果显示。



&tel=13463634789&work=&email=&org=河间市铜轴瓦制品有限公司&adr=&url=)