客服热线:
客服热线:
产生原因:
1.炉料不清洁,回炉料使用量过多
2.浇注系统设计不良
3.合金液中的熔渣未清除干净
4.浇注操作不当,带入夹渣
5.精炼变质处理后静置时间不够
2、 气孔、气泡。三铸件壁内气孔一般呈圆形或椭圆形,具有光滑的表面,一般是发亮的氧化皮,有时呈油黄色。表面气孔、气泡可通过喷砂发现,内部气孔气泡可通过X光透视或机械加工发现气孔气泡在X光底片上呈黑色。
产生原因:
1.浇注合金不平稳,卷入气体
2.型(芯)砂中混入有机杂质(如煤屑、草根马粪等)
3.铸型和砂芯通气不良
4.冷铁表面有缩孔
5.浇注系统设计不良
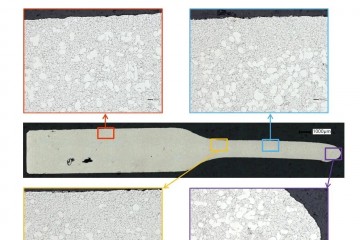
3、 铝铸件的疏松一般产生在内浇道附近飞冒口根部厚大部位、壁的厚薄转接处和具有大平面的薄壁处。在铸态时断口为灰色,浅黄色经热处理后为灰白浅黄或灰黑色在x光底片上呈云雾状严重的呈丝状缩松可通过X光、荧光低倍断口等检查方法发现。
产生原因:
1.冒口补缩作用差
2.炉料含气量太多
3.内浇道附近过热
4.砂型水分过多,砂芯未烘干
5.合金晶粒粗大
6.铸件在铸型中的位置不当
7.浇注温度过高,浇注速度太快
4、 铸造裂纹。沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现
热处理裂纹:由于热处理过烧或过热引起,常呈穿晶裂纹。常在产生应力和热膨张系数较大的合金冷却过剧。或存在其他冶金缺陷时产生。
产生原因:
1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊
2.砂型(芯)退让性不良
3.铸型局部过热
4.浇注温度过高
5.自铸型中取出铸件过早
6.热处理过热或过烧,冷却速度过激
5、 飞边。表面披锋厚,而且多,形成块状片状,难于打磨加工。
产生原因:
1.压铸机问题:锁模力调整不对。
2.工艺问题:压射速度过高,形成压力冲击峰过高。
3.模具问题:变形,分型面上杂物,镶块、滑块有磨损不平齐,模板强度不够
6、 起泡。压铸件表面有突起小泡。
产生原因:
1.孔洞引起:
主要是气孔和收缩机制,气孔往往是圆形,而收缩多数是不规则形。
2.晶间腐蚀引起:
锌合金成分中有害杂质:铅、镉、锡会聚集在晶粒交界处导致晶间腐蚀,金属基体因晶间腐蚀而破碎,而电镀加速了这一祸害,受晶间腐蚀的部位会膨胀而将镀层顶起,造成铸件表面起泡。特别是在潮湿环境下晶间腐蚀会使铸件变形、开裂、甚至破碎。
3.裂纹引起:
水纹、冷隔纹、热裂纹。