客服热线:
客服热线:
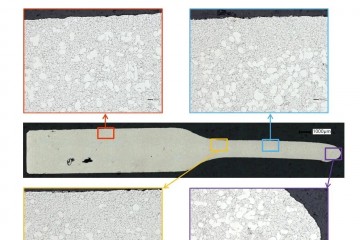
一)压铸生产存在的关键工艺与问题
1、粘模问题 粘模原因:
l)模腔表面光洁度没达到要求。
2)型腔未进行氨化处理或氨化处理工艺不正确使型腔氮化层深度不够、硬度不足。
3)内浇口形状不妥。
采取措施:1)模具型腔表面光洁度必须小于0.4,并且要求每铸一型,内腔喷刷涂料一次。 2)改进浇口的形状尺寸,使液流不直接冲击叶型内腔。
2、压射头与熔杯内腔表面粘铝
3、气孔、缩孔与端环浇注不满的问题 原因:1)外来气体较多, 2)模具排气不畅, 3)补缩不足。
措施:
1)选择合适的熔杯直径; 2)加大内浇口截面积 3)改进排气槽,在压铸模最后填充部位, 4)压室及压铸模型腔的涂料不宜过多。
(二)涂料的作用:
1) 预防粘模; 2) 减小模具的导热、保持合金液的流动性,从而改善金属的成 型性; 3) 降低金属液对模具的冲刷作用、改善模具的工作条件; 4)减小铸件与模具成型部分(特别是型芯)之间的摩擦,从而减少 型腔的磨损,延长模具寿命、提高铸件表面光洁度; 5) 对压铸模的活动部分、压射冲头与压室起润滑作用。
(三)对涂料的要求:
1) 有良好的高温(300-400℃)润滑性能; 2) 对模具和压铸件无腐蚀性; 3) 发气性要小,挥发点要低,在100-150℃时稀释剂能很快挥发; 4) 涂覆性好,不易堆积; 5) 性能稳定,在空气中不应使稀释剂很快挥发而变浓; 6) 无特殊气味、无毒,在高温不分解出有害物质及残留污物; 7) 价格便宜,来源方便; 8) 配制或使用简便。
(四)迪赛特产品推荐
DCT-635是一种水溶性模面润滑剂。由基础润滑剂和热稳定性 极佳的有机添加剂组成。到高温环境中,水份迅速蒸发,脱模有效物 均匀分布于模腔表面。成膜均匀,附着力强,耐高温冲刷,脱模性能 好,产品使用后,模具表面既不会有残积物,也不会出现金属与模具 粘连的现象,用脱模剂压铸件表面易清洗,不流痕迹,后续加工(如 电镀、涂装等)不受影响。而有的脱模剂使用后碳分子和聚合物的混 合物在铝铸件成型时,被包覆在加工件表面,或粘附在模具表面,使 表面加工性能降低,如涂漆时产生缩孔、漆皮脱落等现象。 DCT-635是浓缩型的压铸脱模剂,产品性能能与肯天、花 野的压铸产品相媲美,适用于比较大、外型比较复杂、难脱模的 铸件,稀释比例大,100-300倍,使用脱模剂时,不论是涂刷还是喷 涂,厚薄应均匀,不宜太厚,涂后应待涂料中的水份挥发后才能合模 浇注,以避免成型困难。