关于铸件孔底缩孔解决办法
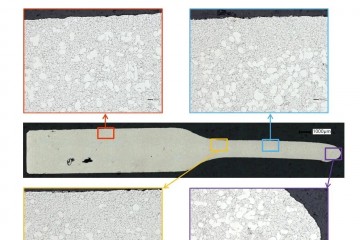
孔底缩孔是我们在压铸生产中经常遇到的,而且有气密性要求的铸件,此处容易漏气,经过浸渗也不能解决问题,解决缩孔过程中往往效果不明显,在此给大家提供一些思路,不妨试试,另外有什么好的方法希望大家共同讨论;
排除外部因素
(1)选择合适的压铸机,防止小牛拉大车。
(2)设备部人员检查设备是否增压有效,如异常先解决此问题
(3)在铸件凝固过程中因产生收缩而造成的缩孔,金属液的温度过高,收缩比增大,首先我们要控制铝合金的温度不要过高610度到630度之间为宜。
(4)确认模具冷却水的有效性,保持模具的热平衡,在缩孔部位为喷涂过程中的重点。
(5)在充填过程中模具是否喷铝,如有则解决,否则工艺无法调整,始终处于不稳定状态。
(6)查看料饼的厚度,根据产品的大小和壁厚成正比的在15mm~~35mm之间控制,不能太薄。
其次工艺问题
(1)外部因素解决了,如果效果不明显,则保持解决后的现状,下一步调整工艺,增大增压压力,从而能补充因局部收缩过大而产生的缺陷。重新确认压铸速度,切换位置,增压位置,增压速度是否能够达到很好的配合。
模具,是不容忽视的很重要的问题点,模具的设计缺陷直接导致缺陷产生的案例比比皆是,再好的工艺都无法弥补因为模具设计不足而带来的麻烦
(1)在容易产生缩孔的型芯空部位根据图纸的要求,把型芯加粗,尽量减少加工余量
(2)在保证合理壁厚的情况下尽量把型芯加长
(3)根据产品检验内浇口部位是否太薄,以至于补缩受阻。是否宽度不够?整体流向说否有问题?都要考虑。
注意:在更改模具的工程中注意一个原则,先改容易能恢复的方位。不要一次把方案内确定的更改的地方全改了,一步一步来,否则如果好了你也不知道是哪个部位影响的。
 客服热线:
客服热线: