客服热线:
客服热线:
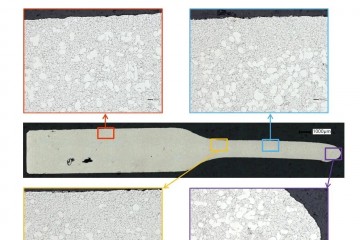
镍镀层缺陷可通过以下几个方面进行检查。
①外观。应是结晶细致,呈略带淡黄色彩的银白色。抛光后的表面光亮均匀,不应有烧焦、裂纹、起泡、脱皮、暗斑、麻点及深色条纹等缺陷。允许有轻微的划伤及粗糙。不应有未镀上的地方(夹具印除外)。
②厚度。常用点滴法测定。使用溶液:
|
三氯化铁(FeCl3·6H20,化学纯) |
|
|
硫酸铜(CuS04·5H20,化学纯) |
|
|
冰醋酸(CH2COOH) |
|
测定方法:用酒精将测定部位仔细洗净,并用滤纸吸干,然后滴上溶液,保持lmin后,立即用滤纸擦干,在同一地方再继续滴上新的溶液,直至有接触铜出现(钢铁件)或露出铜底层为止,记下滴数,按下列公式计算
δ=(n-l)K
式中 δ--被测定厚度,μm;
n--试液的滴数;
K--在滴定温度下,一滴溶液在lmin内溶解的镀层厚度(μm)。在不同温度下的
K值,如表所列。
不同温度下的K值
|
温度/℃ |
lO |
15 |
17 |
20 |
23 |
|
K值 |
0.51 |
0.61 |
0.65 |
0.70 |
0.73 |
③结合力。在试验的镍层表面用钢针划互相交错的划痕,在划痕交错处,应无脱落或起皮现象。
④气孔率。试剂成分:
|
铁氰化钾[K3Fe(CN)6,化学纯] |
|
|
氯化钠(NaCl,化学纯) |
|
|
蒸馏水 |
|
测定方法:将测定处用酒精洗净,用滤纸吸干,然后贴上浸有上述溶液的滤纸,3~5min后,取下滤纸用冷水冲洗,将此滤纸用4%的亚镁氰化钾溶液充分浸湿,用冷水冲洗,在干净玻璃板上干燥,滤纸上出现的红褐色斑点,即是铜或黄铜底层上镍层气孔的标志,如在lcm2的表面积上,小于3个气孔,则镍层是合格的。上述各项试验,可用同槽处理的试件进行