- 产品详情
- 规格参数
- 联系方式
是否跨境出口专供货源否
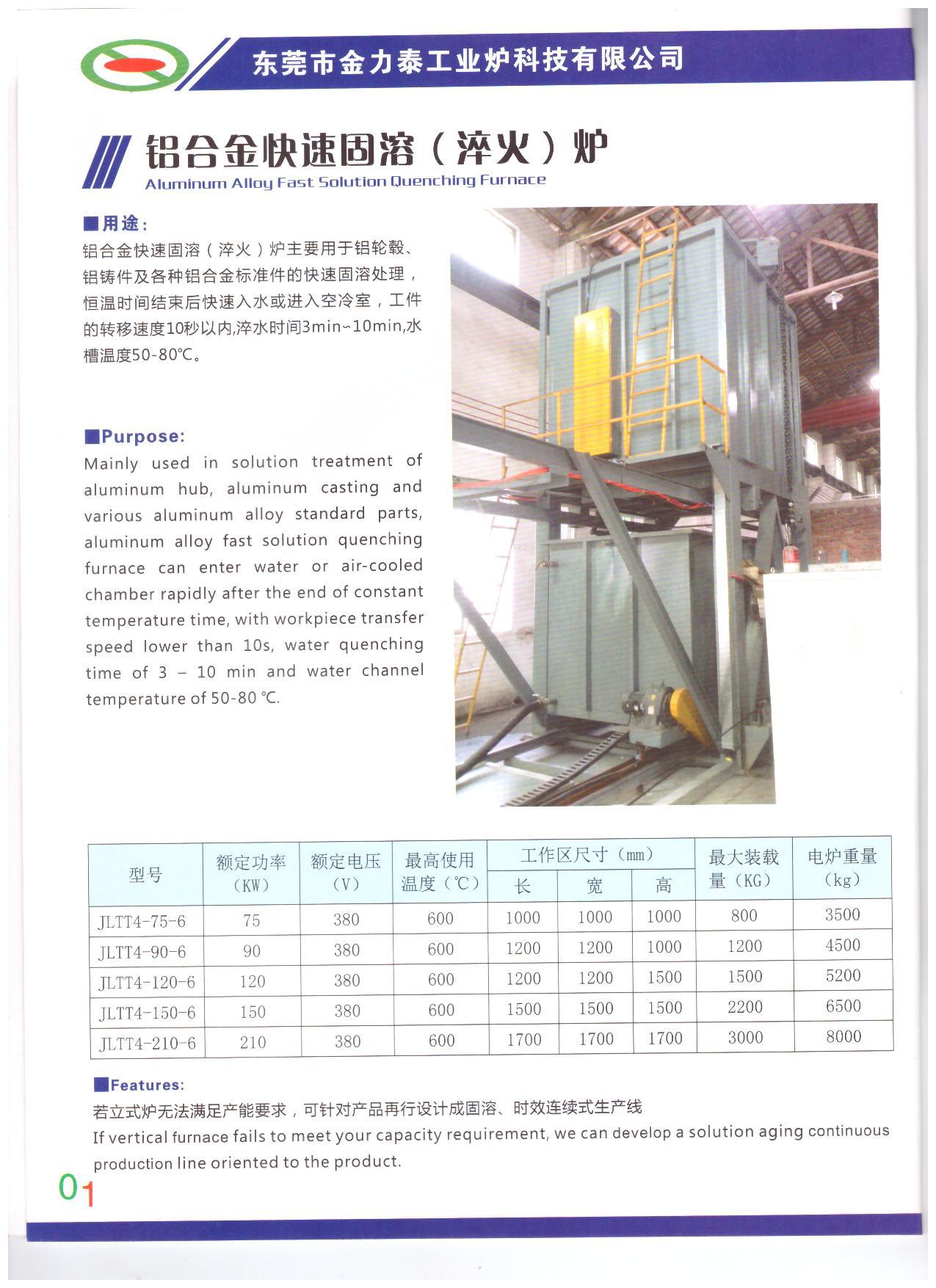
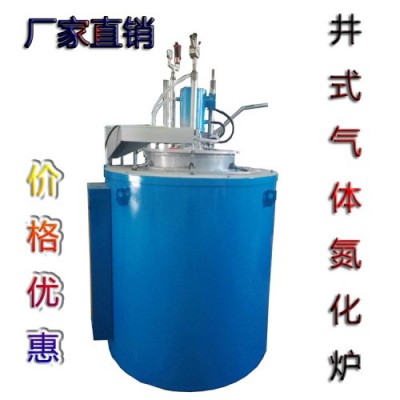
立式方形铝合金快速固溶炉主要用于铝轮毂、铝铸件、锻件、板材等的铝合金机件快速固溶处理。具有炉温均匀、升温快、入水时间短、能源消耗低等优点。
立式铝合金快速固溶炉工作特点:
1、铝合金工件在炉内加热到500℃-570℃并保温稳定后迅速浸入水中冷却,使过饱和固
溶体在室温稳定下来,目的是提高铝合金的强度和硬度,消除加工过程中产生的内应
力,使其获得均匀的成分组织和性能。
2、工件料筐采用卷扬机带动不锈钢钢丝绳和传动导向,考虑到料框上下有摆动量,所以
在炉膛的不锈钢炉罐内装有定位导轨,料框的两侧装有定位导轮。
3、炉门结构为上下升降压紧炉口,水平移动打开炉门,上下和水平移动均(采用气缸控
制)。
4、进口智能仪表控温,SSR可控硅控制加热模块,具有控制精度高、节省能耗优点。
5、设有超温保护装置,超温时,能切断加热电源,并发出声光报警。
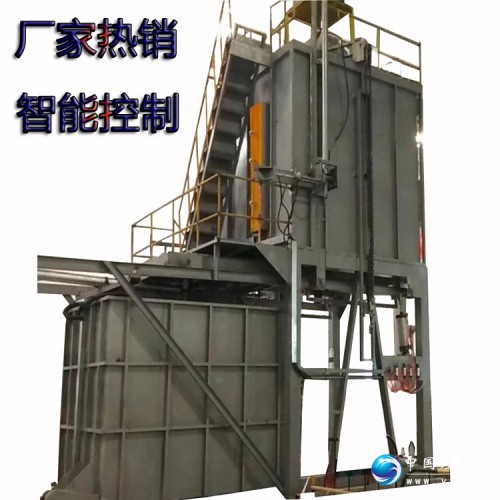
铝合金快速固熔炉/铝合金淬火炉是由加热炉罩和移动式底架组成的。方形(或圆形)
炉罩顶装有提升机构,通过链条和挂钩可将料筐吊至炉膛。加热炉罩由型钢支起,底
部有气动(或电动)操作的炉门。位于炉罩下方的底架可沿轨道移动、定位,底架上
面载有淬火水槽和料筐。
一、特点和用途
铝合金淬火炉适用于对大、中型铝合金产品零部件的固溶及时效热处理。
生产时,将底架上的料筐移至炉罩正下方,打开炉门,放下链条及挂钩将料筐吊
入炉膛,关闭炉门后进行加热,加热完成后,将炉底下的水槽移至炉罩正下方,然后
打开炉门,快速将料筐(工件)淬入水中进行快速固溶和淬火加硬处理。
二、主要技术参数
额定温度650℃
控温精度 ±1℃
有效工作尺寸 由用户提供要求
淬火转移时间6-12 秒(可调)
淬火槽容积 根据用户要求设计
淬火液温度60~90℃ (可调)

三、设备结构:
铝合金淬火炉是由加热炉罩、炉体钢结构座架、可拆式炉顶、炉衬、电热元件、
循环风机、导风板、炉底对开式炉门、双速升降机构、料架、淬火槽、运料车、控制
系统及配电柜/控制柜、液压系统等组成。
1、炉体外壳框架采用型钢焊接成型,内壁采用1Cr18Ni9Ti耐热钢板,内衬采用优质
全纤维结构,炉壳内表面贴附一层高温石棉板,起到隔热作用并保护炉壳表面不
被腐蚀。
2、加热元件采用加热元件采用0Cr25AL5合金丝绕制成带状,套在绝缘瓷管上,通过
不锈圆钢固定于炉壳上,这种电阻带悬挂在炉膛四周的炉型结构,有利于热量散发
和流通。
3、热风循环装置由高温风机、风叶和导风板组成,高温风机安放在炉体顶部,高温风
扇采用1Cr18Ni9Ti耐热钢制作成离心式风叶。导风板采用1Cr18Ni9Ti耐热钢板制
成,通过若干个搁杆固定于炉膛内壁上形成风道,加热电阻带均匀安装在风道内,
通过热风循环系统将电阻带散发的热量进行热循环,使炉内温度更加均匀。
热风循环装置按炉膛容积制作,确保热风循环次数在40次/分钟以上。
4、炉体底座架是供放置加热炉件用的,采用型钢焊接制作。
5、炉门壳件采用钢材焊接成型,内衬采用优质全纤维结构。炉门与炉体的密封采用硅
酸铝耐火纤维材质折叠块。
6、成套设备配套两台料车。
料车提升机构由卷扬机、装料框、提升铰链、滚动轮等组成。
卷扬机安装于底座架一侧,采用低速比减速器,且带有自锁装置,可确保装料框
在任何位置停留及减速运行,防止装料框下降时快速撞击淬火槽。
装料框根据用户要求,由型钢制作。提升装置架采用钢缆牵引。
7、淬火水池深度超过装料框1.5倍,可确保工件在淬火池得到淬火冷却,淬火水池内
另采用电加热管进行加热。并通过测温仪表自动控制。水池有进、出水口,池内
设有水泵加速水的循环流通,使水温更快速均匀控制在水淬温度内。
炉口四周嵌有耐火纤维棉砂封刀,炉门关闭后与炉口的插刀贴紧,减少热损失。
加热元件采用扁带(带状电热元件),分别布置在淬火水池两侧,材质为耐高温 合金丝0Cr25AL5,使用寿命长。
8、加热电炉各机械传动部分采用连锁控制,即炉门打开后自动切断通风机装置和加
热件电源。炉门关闭到位后,才能接通循环风机装置和加热元件的电源,防止误
操作而发生故障和事故。
9、温控系统采用PID过零触发可控硅,智能表控温。另采用多点自动记录仪记录温
度和超温报警双重控制,确保工件不超温,该控温仪还设置了通讯口,可与中
央控制计算机通讯,工艺过程的温度控制数值、保温时间等参数由中央控制计
算机统一编程、管理。

四、设备特点
(1)温度均匀度
实现用户要求的温度均匀度,是以循环风机、导风罩板、炉膛结构、电热功率的分 配及电热元件的布置、控制方式与过程、炉门结构等关联设计来保证。
(2)先进的机械系统
系统的先进性由设计、元器件选型及质量、加工制造质量来保证的。机械系统运行
平稳、可靠,设备处于低噪音、低振动工作状态。
(3)完善的控制系统
体现在100~650℃均可实现精确控温、系统稳定可靠、操作简便、避免人为误操
作、功能齐全等方面。
(4)淬火转移时间迅速、可调
炉底对开式炉门、倍速升降机构、先进的机械系统,使得淬火转移迅速、可靠,时
间可以根据用户工艺要求调整。
五、快速固溶/淬火及冷却工艺
铝合金固溶炉淬火时的冷却速度必须确保过饱和固溶体被固定下来不分解,防止
强化相析出,降低淬火时效后的力学性能。因此淬火时的冷却速度越快越好,但是冷
却速度越大,淬火制品的残余应力和残余变形也越大,因此冷却速度要根据不同的合
金和不同形状、尺寸的制品来确定。
一般合金的淬火对冷却速度敏感性强的,选择的冷却速度要大。如2A11,2A12
合金淬火冷却速度应在50℃/S以上,而7A04合金对冷却速度非常敏感,其淬火冷却
速度要求在170℃/S以上。
对于形状、尺寸大小不同的制品应采用不同的冷却速度,通常主要靠调整淬火
介质的温度来实现。对于形状简单、中小型、棒材可用室温水淬火(水温一般L0~
35℃),对于形复杂、壁厚差别较大的型材,可用40~50℃的水淬火。而对于特别
易产生变形的制品,甚至可以将水温升至75~85℃进行淬火。试验证明随着水温升
高使其淬火制品的力学性能和抗蚀性能有所降低。
铝合金淬火炉之铝合金最常用的淬火介质是水。因为水的粘度小、热容量大,
蒸发热快,冷却能力强,而且使用非常方便、经济。但是它的缺点是在加热后冷却
能力降低。
淬火加热的制品在水中冷却可以分为三个阶段:
第 一阶段为膜状沸腾阶段。当炽热制品与冷水刚接触时,在其表面立即形成一层不 均匀的过热蒸汽薄膜,它很牢固,导热性不好,使制品的冷却速度降低。
第二阶段为气泡沸腾阶段。当蒸汽薄膜破坏时,靠近金属表面的液体产生剧烈的沸
腾,发生强烈的热交换。
第三阶段为热量对流阶段,冷却水的循环,或制品左右摆动、或上下移动,增加制
品表面与水产生对流的热交换,以提高冷却速度。
根据上面分析,为了很快突破第 一阶段,快一步冷却,保证淬火制品冷却均匀,需要在淬火水槽中装有压缩空气管,以便搅拌,同时制品入水槽后要作适当的摆动。另外为保证水温不会升高太多,淬火槽应有足够的容量(一般应为淬火制品总体积的20倍以上)。而且冷却水应有循环装置。