 客服热线:
客服热线: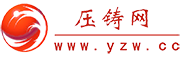











| 品牌南通友腾环保科技有限公司 | 有效期至长期有效 | 最后更新2022-01-25 13:29 |
| 浏览次数1230 |
切削液集中供液系统/切削液集中供液系统设备
应用领域
集中供液系统可使工厂更好地管理和维护切削液。切削液集中在一个大储池中,在线监测工作液的细菌数、浓度、PH值等,按照检查结果定期稳定浓度,便于控制和保证工作液的质量,同单机供液系统相比,由于供液管理和维护的专职化,耗费劳力少,成本大大降低。
系统监控指标 菌落数/浓度/PH/DO/电导率/温度
集中供液系统优势
单机床供液切削液利用率约50~60%的原因:
新配制切削液使用从初始开始,每天(或每班)其质量和性能以10%的速度下降,切削液粘度以5~10%的速度提高,当切削液使用到4~5班次(或2~3天)时,切削液质量和性能下降约40~50%,粘度相对应提高,此时,只有通过加水稀释与补液,当8~10班次(5~7天)时,粘度等各项指标升高而不能继续使用,加工速度相对应下降50%以上,工件表面质量等和钼丝的花丝、断丝现象频现,此时,通常只有清洗液箱及更换切削液。
集中供液切削液利用率达95%以上的原因:
集中供液的切削液,每完成一次加工作用后,立即进入系统进行处理,去除各种杂物并指标修正后,恢复到新配件液的性能去供液,以此实现不更换循环,使切削液的利用率达到或超过95%或以上。
产品特点
- 该装置由废液收集系统、过滤系统、除臭系统、油水分离系统、混配系统和自动化控制系统组成;
- 系统运行可靠, 自动化程度高, 无需人工值守;
- 实时废切削液处理, 利用率高达95%以上;
- 实现自动供液+自动回液一体化;
- 占地面积小, 大型集中过滤系统比单机过滤相对占地面积小得多;
- 便于管理, 添加切削液时点数少, 可以减少切削液管理人员, 切削液可以集中处理, 环境污染小;
- 排出的铁屑集中, 便于运输处理;切削液的使用情况可以集中检测。
- 过滤精度易控制。



&tel=15850489417&work=15850489417&email=&org=南通友腾环保科技有限公司&adr=江苏省南通如皋科技创业园&url=https://yzw.cc/index.php?homepage=youtengkeji)











