客服热线:
客服热线:
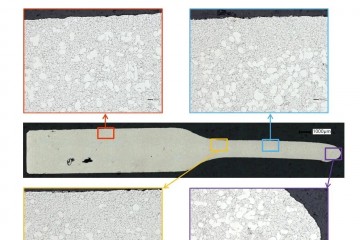
浇口部位的冷凝片如何解决,请教各位前辈!
1.减小浇口厚度试试,保管用。
2.模具浇口处温度要高,增压上升要快,高速开始要早
3.是不是料桶太凉,铝液注入后提前凝固,在入料桶的表面形成一小层铝薄片,后被锤头打碎而形成碎片并残留在锤头附近,又由于锤头附近的铝液是最后填充的,所以所以残留在浇口附近啊
4.解决方法有二
4.1、改变浇口的位置
4.2、增加温调机调节入料桶的温度
5.
5.1.增加浇口速度,减小浇口面积,将冷凝片打碎打小
5.2.提高料温,及时扒渣,汤勺定期更换。
5.3.减小压室长度,压室和汤勺可以采用陶瓷材料。或者可以在倒料口下面加热,保证温度
5.4.内浇口附近加模温机提高此处的温度
5.5.减少低速压射时间,可以在多段压射的最后一个低速将速度突然提高到0.8左右再打高速 。
个人的一些经验,我之前有个产品就是拉力实验在浇口位置断,后来搞定了