更新时间:2025-07-29 10:33 免费会员
- 产品详情
- 规格参数
- 联系方式
退火的核心是通过缓慢加热、保温、冷却,调整金属工件的内部组织,消除加工或铸造产生的内应力,改善力学性能(如降低硬度、提高韧性)。台车退火炉的工作流程对应这一需求:
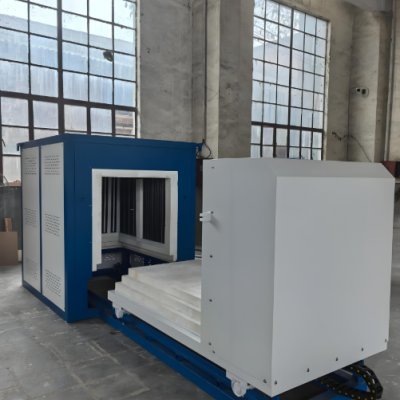
装料与进炉:将工件(如铸件、锻件、冷轧钢板)整齐摆放在台车上,启动台车牵引机构,将台车送入炉体内部,关闭炉门并密封。
加热升温:启动加热系统,按预设工艺将炉膛温度升至退火温度(如低碳钢退火约 600-700℃,不锈钢退火约 1050℃),升温速率通过温控系统控制,避免工件因升温过快产生新的应力。
保温退火:温度达到设定值后,保持恒温一段时间(根据工件厚度和材质,从几小时到十几小时不等)。此时工件内部的金属晶粒重新排列,破碎的晶粒得以恢复,内应力随原子扩散逐渐释放。
冷却出炉:保温结束后,按工艺要求冷却 —— 可自然随炉冷却(适合要求低应力的工件),或打开炉门、台车部分移出(加速散热)。冷却完成后,台车移出炉体,取出退火后的工件。
核心作用:让工件 “更稳定、更好加工”
退火是金属加工中重要的 “预处理或中间处理” 工序,台车退火炉的作用就是通过标准化的退火过程,解决工件的以下问题:
消除内应力:比如铸件冷却时因温度不均产生的 “铸造应力”,冷轧钢板因塑性变形产生的 “加工应力”,退火后可避免工件后续加工或使用时开裂、变形。
改善加工性能:退火后金属硬度降低(如高碳钢退火后硬度从 200HB 降至 150HB 以下),塑性提高,更易进行切削、冲压等加工。
优化内部组织:比如将铸件的 “粗大晶粒” 细化,将不均匀的 “偏析组织” 调整为均匀组织,为后续淬火等工艺奠定基础。
装料与进炉:将工件(如铸件、锻件、冷轧钢板)整齐摆放在台车上,启动台车牵引机构,将台车送入炉体内部,关闭炉门并密封。
加热升温:启动加热系统,按预设工艺将炉膛温度升至退火温度(如低碳钢退火约 600-700℃,不锈钢退火约 1050℃),升温速率通过温控系统控制,避免工件因升温过快产生新的应力。
保温退火:温度达到设定值后,保持恒温一段时间(根据工件厚度和材质,从几小时到十几小时不等)。此时工件内部的金属晶粒重新排列,破碎的晶粒得以恢复,内应力随原子扩散逐渐释放。
冷却出炉:保温结束后,按工艺要求冷却 —— 可自然随炉冷却(适合要求低应力的工件),或打开炉门、台车部分移出(加速散热)。冷却完成后,台车移出炉体,取出退火后的工件。
核心作用:让工件 “更稳定、更好加工”
退火是金属加工中重要的 “预处理或中间处理” 工序,台车退火炉的作用就是通过标准化的退火过程,解决工件的以下问题:
消除内应力:比如铸件冷却时因温度不均产生的 “铸造应力”,冷轧钢板因塑性变形产生的 “加工应力”,退火后可避免工件后续加工或使用时开裂、变形。
改善加工性能:退火后金属硬度降低(如高碳钢退火后硬度从 200HB 降至 150HB 以下),塑性提高,更易进行切削、冲压等加工。
优化内部组织:比如将铸件的 “粗大晶粒” 细化,将不均匀的 “偏析组织” 调整为均匀组织,为后续淬火等工艺奠定基础。